

در کشور ما ایران در حال حاضر بیش از یک هزار مخزن اصلی ذخیره نفت با ظرفیت های متفاوت از یک هزار متر مکعب تا پنجاه هزار متر مکعب (یک میلیون لیتر تا پنجاه میلیون لیتر) در انبارهای نفت نصب می باشد که به وسیله آنها کار ذخیره سازی فرآورده های نفتی صورت می پذیرد. با توجه به سرمایه گذاری انجام شده در امر سوخت این مخازن که ظرفیت کل آنها بیش از شش میلیارد لیتر می باشد ملاحظه خواهید فرمود که نگه داشت و استفاده صحیح از آنها کاملاً مهم و حیاتی خواهد بود. گذشته از این، نظر به احداث انبارهای جدید در شهرستان های بزرگ و قرار گرفتن انبارهای قدیمی در محدوده شهری و تعطیل شدن آنها به منظور استفاده از مخارن موجود و جلوگیری از سرمایه گذاری مضاعف و تداوم عملیات شرکت انتقال و جابه جایی مخارن مذکور از این انبارهای فعال کشور الزامی می باشد.

مخازن ذخیره و نگهداری نفت از دیرباز یکی از نیازهای مهم صنعت نفت در ایران و در تمامی کشورهای جهان بوده است. همانطور که می دانیم ریسک طراحی جدید آن هم در زمینه مخارن در ایران بسیار بالا و می توان گفت کمتر شرکت و یا صنعتی مسئولیت این چنین ریسکی را می پذیرد. در نتیجه آنچه در حال حاضر در زمینه مخارن ذخیره و نگهداری نفت در ایران کار می شود نصب این مخازن می باشد. در این مجموعه که به عنوان پروژه تنظیم شده است سعی بر آن شده که مطالب برگرفته از استاندارد و یا منابع داخلی مورد تأیید استادان عزیز باشد. همانطور که می دانیم استاندارد ساخت مخازن ذخیره نفت در ایران API650 می باشد...
پروژه مورد نظر مشتمل بر هفت (7) فصل، 174 صفحه، تایپ شده، به همراه تعدادی تصاویر، دیاگرام، روابط ریاضی و فرمول ها، با فرمت pdf جهت دانلود قرار داده شده و فصل بندی پروژه به ترتیب زیر می باشد:
فصل 1: مقدمه
- مقدمه
- تاریخچه ذخیره سازی نفت و مخازن
فصل 2: آشنایی با مخازن
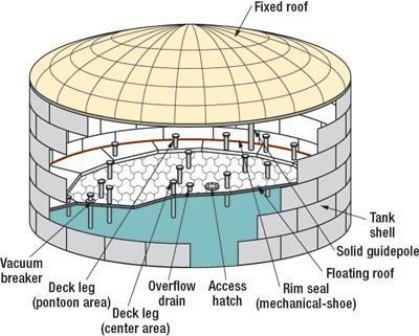
- انواع مخازن از نظر شکل ظاهری
- مخازن کروی و شبه کره
- مخازن پلاستیکی
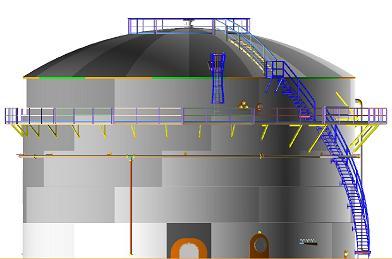
- مخازن استوانه ای
- دریچه ها
- طرح و تهیه ورق های مخزن
- طرح مخازن
- تهیه ورق های مخزن
- فلز مبنا
- فوندانسیون مخازن
- پی سازی با توجه به وضع زمین
- پی سازی با توجه به ظرفیت مخازن
- پی سازی با توجه به کیفیت فرآورده
- پی سازی با توجه به نوع مخزن
- محاسبات لازم برای پیچ های نگه دارنده مخزن روی فوندانسیون
فصل 3: نصب مخازن
- طراحی ورق کف
- طراحی ورق های اتصالی کف به بدنه
- طراحی پیوسته
- محاسبه نیروی ناشی از باد روی مخازن
- محاسبات طراحی
- طراحی کف
- طراحی سیلندر
- محاسبه تعداد ورقهای حلقوی کف برای مقاومت در برابر باد و زلزله
- محاسبه ضخامت ورقه های حلقوی
- طراحی فلنج ها
- طراحی دریچه ورود شخص به مخزن
- طراحی دریچه ورود شخص به داخل مخزن در سقف
- طراحی سقف های مثلثی خود نگه دارنده
- طراحی فلنج سقف
- محاسبه ضخامت مورد نیاز برای اینکه ورق سقف تغییر شکل ندهد
- طراحی مخازن برای مقاومت در برابر باد
- طراحی مخزن برای مقاومت در برابر زلزله
- پله مخازن
- طراحی استحکامات محکم کننده بدنه مخزن
- پایه های سقف شناور
فصل 4: تأیید جوشکاری
- اتصالات
- تخلیه های اولیه سقف
- دستگاه های مرکزیاب و ضدچرخش
- ساخت
- نصب مخازن
- نصب مخازن کف مخزن
- نصب بدنه مخزن
- دستورالعمل جوشکاری
- دستورالعمل نصب و ترتیب جوشکاری مخزن
- نصب
- ترتیب جوشکاری
- ترتیب کلی
- جزئیات جوشکاری
فصل 5: بازرسی مخازن
- آزمایش خلاء
- بازرسی جوش های کف مخزن
- بازرسی جوش های ورق تقویتی
- آزمایش بدنه
- آزمایش سقف
- تعمیر جوش ها
- تلرانس ابعادی
- شاقولی بودن
- گرد بودن
- انحرافات موضعی
- فونداسیون
- روش های بازرسی اتصالات
- روش پرتونگاری
- کاربرد
- تعداد و محل فیلم ها
- فن پرتونگاری
- آزمایش ذره مغناطیسی
- آزمایش التراسونیک
- آزمایش با مایع نافذ
- بازرسی چشمی
- دستورالعمل آزمایش هیدرواستاتیک مخزن ذخیره
- پر کردن مخزن با آب
- نرخ پر کردن
- اندازه گیری نشت
- شاقولی
- تعمیرات
- فرم ها
- دستورالعمل آزمایش و کنترل کیفیت مخزن
- مشخصات روش جوشکاری
- آزمایش تعیین صلاحیت جوشکار
- کنترل فونداسیون
- شیب بندی و تراکم ماسه قیری یا آسفالت
- ورق کف
- ورق دور کف
- ورق بدنه
- ورق تقویتی دور دریچه
- قاب سقف
- ورق های سقف
- موارد متفرقه
- بازرسی چشمی جوش
- اتصال بدنه به کف
- پرتونگاری جوش های افقی و عمودی بدنه
- چاله تخلیه (نازل تخلیه)
- تعمیر جوش ها
- آزمایش هیدرواستاتیک
فصل 6: تأیید صلاحیت دستورالعمل جوشکاری
- تأیید صلاحیت دستورالعمل جوشکاری و جوشکار
- آزمایش ضربه
- آزمون جوشکار
- شناسایی اتصالات جوش
- نشان گذاری و پلاک شناسایی
- تقسیم مسئولیت
- صدور گواهی
فصل 7: تعمیرات مخازن
- تعمیر و رفع نواقص مخزن
- تعمیر کف مخزن
- تعمیر سقف
- تعمیر بدنه مخزن
منابع و مراجع
این پروژه می تواند به عنوان یک منبع قوی درسی جهت دروس طراحی مخازن نفت و مخازن تحت فشار توسط دانشجویان در دانشگاه استفاده گردد.
جهت خرید پروژه طراحی مخازن نفت براساس استاندارد API به مبلغ فقط 7000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها و محصولات آن ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 20000 (بیست هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 20000 تومان خرید موفق عبارت درخواست کد تخفیف، شماره همراه و ایمیلی که موقع خرید ثبت نمودید را به ایمیل فروشگاه (catia2015.sellfile@gmail.com) ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به ایمیل شما ارسال خواهند نمود.
پایان نامه کارشناسی مهندسی تکنولوژی جوشکاری - طراحی مخازن نفت براساس استاندارد API







